生產型開煉機為什么會輥筒溫度控制不準?
發布時間:2025-11-14 瀏覽:38次
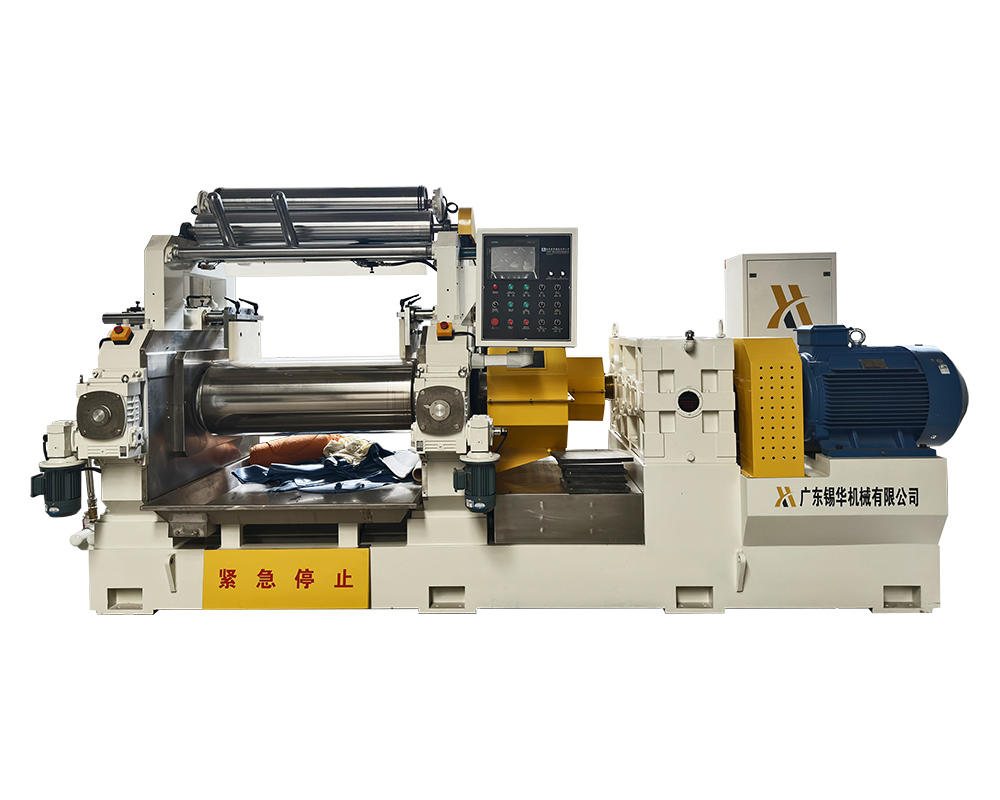
生產型開煉機的輥筒溫度是橡膠、塑料混煉質量的 “命脈”—— 溫度不準會直接導致物料混煉不均、塑化不良,最終影響產品性能穩定性。不少工廠在長期使用中常遇到輥筒 “忽冷忽熱”“局部溫差大” 的問題,其實多是溫控系統、介質循環、操作工藝等細節沒到位。順著這 5 個方向排查,輕松搞定輥筒溫控難題!
為啥不準?
- 熱電偶故障:輥筒內的熱電偶(溫度傳感器)若位置偏移、氧化損壞,就像 “溫度計沒放對地方”,傳回來的溫度數據根本不準;
- 加熱管損壞:電加熱型開煉機的加熱管若燒壞幾根,輥筒局部就會 “缺熱”,導致溫度上不去或分布不均;
- 溫控儀表參數錯:PID 溫控儀表的 “比例、積分、微分” 參數沒調好,就像 “空調不會自動調溫”,溫度不是超調就是響應慢。
怎么解?
- 校準 / 更換熱電偶:用標準溫度計對比,若偏差超 ±2℃,直接換同型號熱電偶,安裝時確保緊貼輥筒內壁;
- 檢測加熱管:逐個測量加熱管電阻,阻值異常的直接更換,換完后通電測試輥筒升溫是否均勻;
- 重置溫控參數:參考設備手冊或咨詢廠家,重新設置 PID 參數,試機時觀察溫度曲線,直到升溫平穩、控溫精準。
為啥不準?開煉機輥筒的加熱 / 冷卻靠導熱油或循環水實現,若管道結垢、過濾器堵塞,就像 “暖氣管道堵了”,熱量 / 冷量送不到位:
- 油路堵塞:導熱油長期使用會結焦,堵塞輥筒內部通道,導致局部溫度偏高;
- 水路不暢:冷卻水雜質多、管道生銹,流量變小,輥筒熱量散不出去,溫度持續升高。
怎么解?
- 清洗油路:定期更換導熱油,換油前用專用清洗劑循環沖洗輥筒內部通道,清理結焦;
- 疏通水路:拆洗冷卻水過濾器,用檸檬酸溶液浸泡管道除垢,確保水流暢通,必要時加裝水質過濾器。
為啥不準?輥筒長期高負荷運轉,內部加熱 / 冷卻通道可能磨損變形、積料堵塞,就像 “血管堵了”,熱量傳遞失控:
- 通道磨損:輥筒內壁被物料顆粒長期摩擦,通道變窄甚至局部封閉,導致對應區域溫度異常;
- 積料堵塞:橡膠 / 塑料顆粒鉆進通道,凝固后堵住回路,輥筒局部 “熱不起來” 或 “冷不下去”。
怎么解?
- 定期檢修:每半年拆開輥筒端蓋,檢查內部通道磨損情況,輕微磨損可清理后繼續用,嚴重磨損需返廠修復或更換輥筒;
- 嚴格投料:避免把大塊硬料、金屬雜質投入開煉機,防止物料進入輥筒內部通道。
為啥不準?
- 投料量波動大:一會兒多投、一會兒少投,物料多的地方 “吸熱多”,輥筒溫度被拉低;物料少的地方 “吸熱少”,輥筒溫度偏高;
- 物料導熱性差異:換用導熱性差的物料(如高填充色母粒)時,輥筒熱量散不出去,溫度持續升高。
怎么解?
- 穩定投料量:通過電子秤精準計量投料,保持每批次物料量一致,避免 “忽多忽少”;
- 靈活調參數:換用新物料前,先小批量試煉,觀察輥筒溫度變化,及時調整加熱 / 冷卻功率,必要時分段設置溫控(比如前段加熱、后段冷卻)。
為啥不準?
- 車間溫度過高:夏天車間悶熱,輥筒散熱變慢,溫控系統 “超負荷”,溫度容易失控;
- 通風不良:輥筒附近熱氣聚集,熱量散不出去,導致局部溫度偏高。
怎么解?
- 改善車間環境:夏天開啟車間空調或通風扇,控制環境溫度在 25℃左右;
- 優化設備布局:開煉機周圍預留足夠空間,避免其他設備散熱影響輥筒溫控。
總結:輥筒溫控不準別慌,先查元件→介質→輥筒→操作→環境,五步排查下來,多數問題都能快速解決。畢竟,穩定的輥筒溫度是保障混煉質量、提升生產效率的第一步,把這步做扎實,后續產品質量自然更靠譜!
.png")

.png")


- 1.混煉品質穩定,適配多類橡塑物料,能實現均勻塑化與分散,保障批量生產的產品一致性。
- 2.生產靈活適配,可匹配從小批量試產到大規模量產的全場景需求,運行穩定可靠,支持長時間連續作業。
- 3.操作維護省心,設計貼合工業生產實際,安全防護全面,日常檢修與耗材更換便捷,降低運維成本。
 廣東錫華機械有限公司
廣東錫華機械有限公司



















管理員
該內容暫無評論